数控车床加工铸铝件,利用数控系统控制切削参数,适配铸铝材质硬度低、易切削特性。加工精度高、表面光洁度好,可快速完成外圆、内孔、端面等复杂轮廓加工,效率优于普通车床。产品尺寸稳定、一致性强,适配机械、船舶、汽配等零部件批量生产,满足高精度、轻量化装配需求。
数控车床加工铸铝件时,因材料强度低、导热性好、毛坯内应力大,极易出现变形,需从装夹、工艺、切削、时效等多方面综合控制,以维持尺寸与形位精度。
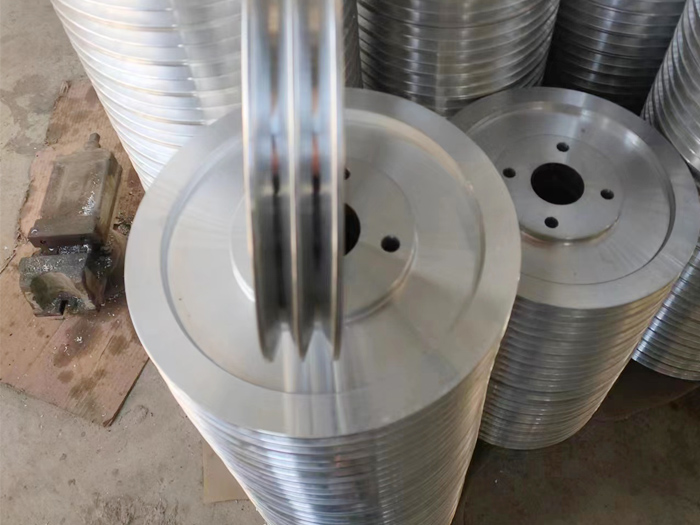
装夹是防变形关键。薄壁、盘套类铸铝件应采用开缝套筒、软爪或花盘装夹,增大接触面积,减小局部夹紧力;轴类件优先一夹一顶或两顶 尖定位,避免单边夹紧应力集中。粗加工后适当松夹,释放应力再精加工,可有效减少弹性变形。
工艺路线需遵循粗精分开、去应力优先原则。铸铝毛坯建议进行人工时效或自然时效处理,消除铸造与加工内应力。粗加工留 0.5–1mm 余量,半精车后暂停散热,再进行精车,避免一次切削过深导致温升与应力叠加。
切削参数与冷却直接影响变形。选用高转速、适中进给、小切深,减少切削力与切削热;刀具采用 PCD 或大前角锋利硬质合金刀片,降低切削阻力。需使用切削液充分冷却,及时带走热量,防止工件热胀冷缩导致尺寸漂移。
此外,编程时采用顺铣切削,优化走刀路径减少振动;加工后避免立即检测,待工件冷却至室温再测量。对于精度要求高的零件,可增加二次时效与半精加工工序,通过多道次去应力,稳定尺寸,从源头控制铸铝件变形问题。