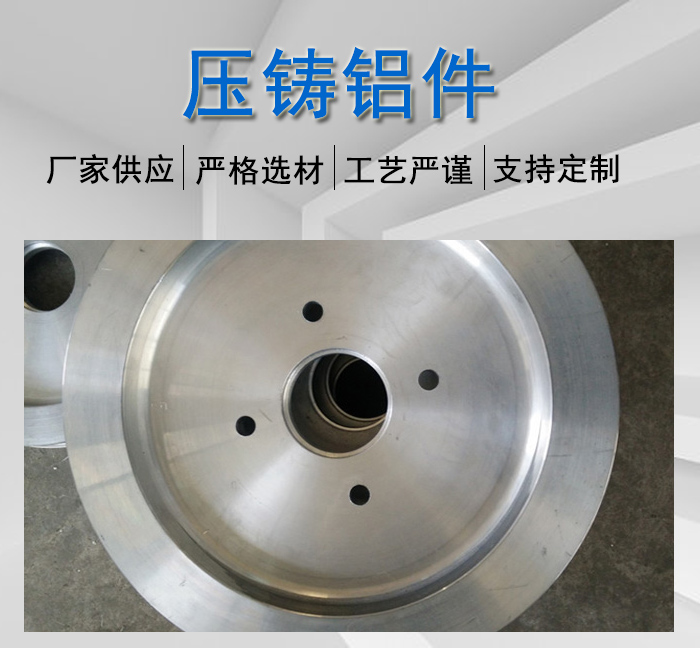
压铸铝件在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压铸铝件、压铸铝、铝压铸件、铝合金压铸零件等。由于金属铝及铝合金具有很好的流动性和可塑性,而且铸造加I是在有压力的压铸机中铸造,因此铝压铸件可以做出各种_复杂的形状,也可作出_高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合金具有优良的导热性,_小的比重和高可加工性;从而铝压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、 油泵制造、传动机械制造、精密仪器、园林美化、电力建设、建筑装饰等各个行业。压铸铝件可以被制造为铝压铸汽车配件、铝压铸汽车发动机管件、铝压铸发动机气缸、铝压铸汽油机气缸缸盖、铝压铸、气门摇臂、铝压铸气门支座、铝压铸电力配件、铝压铸电机端盖、铝压铸壳体、铝压铸泵壳体、铝压铸建筑配件、铝压铸装饰配件、铝压铸护栏配件、铝压铸铝轮等等零件。
铸造铝合金的密度比铸铁和铸钢小,而比强度则_高。因此在承受同样载荷条件下采用铝合金铸件,可以减轻结构的重量,故在航空工业及动力机械和运输机械制造中,铝合金铸件广泛的应用。铝合金有良好的表面光泽,在大气及淡水中具有良好的性,故在民用器皿制造中,具有广泛的用途。纯铝在硝酸及醋酸等氧化性酸类介质中具有良好的耐蚀性,因而铝铸件在化学工业中也有的用途。纯铝及铝合金有良好的导热性能,放在化工生产中使用的热交换装置,以及动力机械上要求具有良好导热性能的零件,如内燃机的汽缸盖和活塞等,也适于用铝合金来制造。
压铸铝件具有良好的铸造性能。由于熔点_低(纯铝熔点为660.230C,铝合金的浇注温度一般约在730~750oC左右),故能广泛采用金属型及压力铸造等铸造方法,以提高铸件的内在质量,尺寸精度和表面光洁程度以及生产效率。铝合金由于凝固潜热大,在重量相同条件下,铝液的凝固过程时间延续比铸钢和铸铁长得多,放流动性良好,有利于铸造薄壁和结构复杂的铸件。
压铸铝件的操作过程:
压铸过程是一个过程,铸铝件的质量形成在压铸过程中不能得以实际控制,所有的工艺参数只是外部控制的间接测量而已,铸铝件的真实质量只能由事后检验来验证;而此时,铝铸件的质量已经形成,检验结果对铸铝件的质量不能改变。因此,为使压铸出来的产品质量,对压铸过程采取的控制措施,例如严格控制压铸过程中工艺参数的稳定性和人员操作的一致性等。但是,能否及时发现不合格的铸铝件,尽可能地减少废品损失,在生产过程中显得尤为重要。
铸铝件是三个关键元素在铸造生产,模具结构的右边是压铸生产的先决条件可以顺利进行,质量的铸铝件(平面)扮演重要的角色。由于压铸工艺的特点,正确选择工艺参数是决定因素,为了获得的铸铝件,以及模具它能够正确地选择和调整工艺参数和模具设计实质上是对压铸生产各种因素的综合反映预测。如果铸铝件,实际生产中存在的问题,减少铸造板高通过率。相反,模具设计不合理,案例一个铸造设计动态设置模式在同一个包裹力,大多数在模具浇注系统,不能填写后入和南穿孔在压铸机生产,无法正常生产,铸铝件一直坚持固定模具。虽然固定模型腔做玩很轻,因为腔_深,停留在固定的模具。所以在模具设计时,分析铸铝件的结构,熟悉压铸机器操作过程,了解压铸机的可能性,并调整技术参数,主要包装特征在不同情况下,考虑到模具加工方法、钻孔和固定形式,设计一种实用,满足生产要求的模具。液态金属已表示,开始灌装时间短,金属液压力和速度是高的,这恶劣的工作环境,加上冷冲模模具热交变应力的影响,影响使用寿命的模具。
铸铝件合金的机械强度、延伸率低于要求标准。合金化学成分不符标准。铸铝件内部有气孔、缩孔、夹渣等。对试样处理方法不对等。铸铝件结构不合理,限制了铸铝件达到标准。熔炼工艺不当。排除措施配料熔化要严格控制化学成分及杂质含量。严格遵守熔炼工艺。按要求做试样,在生产中要定期对铸铝件进行工艺性试验。严格控制合金熔炼温度和浇注温度,尽量合金形成物的各种因素。随着国内制造装备业发展水平的不断提高,压铸机的装备水平也显著提高,可以制造的零件种类也在不断扩大,压铸出来的零件的精度、零件的复杂程度也了_大的提升,相信在不远的将来,铸铝件会好的服务于我们的生产和生活的。
1、压铸件的清理
1)去除浇道、溢流槽及其毛刺,通常采用冲床冲切。冲切后一般不再手工作业。冲床难以去除时,可用手工去除,但不得引起缺肉和变形。
2)产品需精修时,可用砂轮机、砂轮磨光机或抛光机打光,不到位的部位用刮刀、锉刀加以修整。
3)压铸件发生变形时,可用胎具和设备校正,校正后应需退火或时效处理。
2、压铸件的检验。压铸件检验一般由供需双方确定,常规检查项目为:
1)化学成分和压铸试样力学性能,应符合GB/T15115的规定。
2)压铸件的几何形状和尺寸,应符合压铸件图纸,尺寸公差按GB/T6414规定。
3)压铸件的外观质量表面光滑不得有裂纹、疏松、气泡和穿透性缺陷。
4)其他用户需要检验的项目。