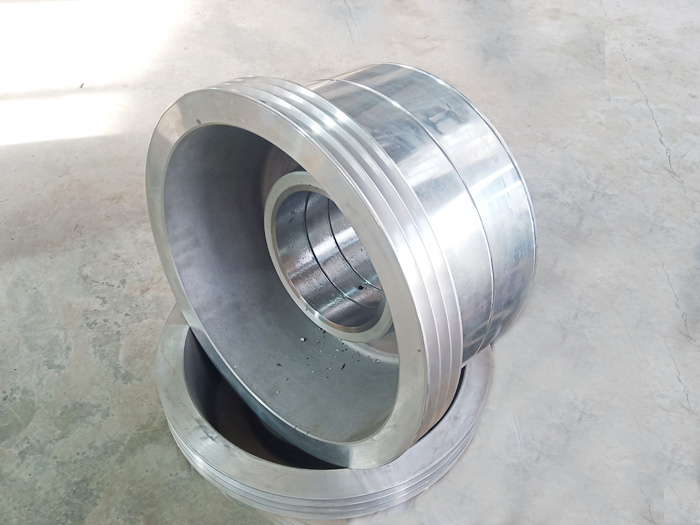
浇铸铝铸件是通过将熔融铝合金液浇注入铸型,经冷却凝固成型的铝制铸件,含重力、低压、砂型等多种浇铸工艺,可铸复杂结构,经热处理后致密度、力学性能优异,尺寸精度与表面光洁度可控,广泛应用于汽车、液压、新能源、通用机械等行业的结构件与受力件。
浇铸铝铸件的热处理是指通过加热和冷却等一系列热处理工艺,对铝合金材料进行改性处理,以提高其物理性能和力学性能,广泛应用于航空、汽车、电子、建筑和机械等领域。下面,我们来看看浇铸铝铸件热处理工艺都有哪些种类。
一、固溶处理
固溶处理是指将铝合金材料加热到固溶温度,使固溶体内的元素溶解在固体溶液中,然后进行水淬或风淬等 不同工艺加速冷却,以促使固溶体中元素的自由扩散和析出。固溶处理可以明显提高铝合金材料的强度和硬度,但铝合金材料的塑性和韧性会有所降低。
二、时效处理
时效处理是指将固溶处理过的铝合金材料在低温度下静置一段时间,使固溶体中的元素析出成极小且稳定的颗粒(如MgZn2,AlMgSi等),从而进一步提高合金材料的强度、硬度和耐腐性等性能特点。
时效处理又可分为自然时效和人工时效两种类型。自然时效是指铝合金固溶后自然放置而不进行额外的加热处理,而人工时效则是在规定温度下进行加热处理。
三、强化处理
强化处理是指通过施加外力或冷变形等手段,使铝合金材料受到变形作用,进而在恢复形状过程中马氏体变化,从而获得高的强度和硬度。强化处理通常可分为拉伸强化、压缩强化和扭转强化等多种类型。
四、淬火处理
淬火处理是指将铝合金材料加热到临界温度,然后迅速冷却至室温,使其获得高硬度之后,再经过人工时效或其他处理方式,以改良其工艺性能和耐腐性等性能特点。但淬火处理对铝合金材料的韧性和塑性都会有很大的影响,应谨慎选择。
除了以上一些常见的
浇铸铝铸件热处理工艺外,对于不同种类的铝合金材料,还应根据其性质的差异,采用对应的热处理方式,以确保产品的质量和稳定性。 浇铸铝铸件热处理工艺是提高铝合金产品性能的必要过程。在实际生产中,应根据不同产品的需求,选择合适的热处理方式和参数,以获得产品性能和稳定性。