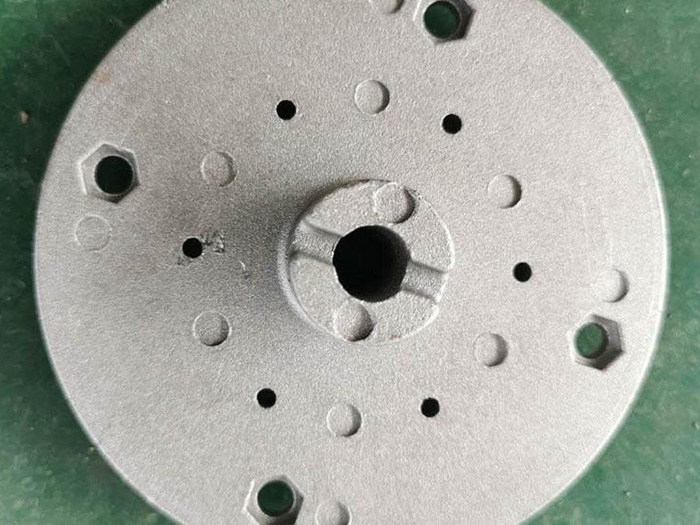
翻砂铝铸件以砂型为模具,将熔融铝液浇入成型,冷却后脱模修整。其工艺灵活,成本低廉,可生产复杂结构件,广泛应用于汽车发动机、航空航天部件及机械设备等领域,是轻量化与高强度兼备的传统铸造方案。
翻砂铝铸件出现毛刺、飞边过大,是砂铸生产中常见缺陷,主要由砂型配合、浇注工艺、模具工装及后期管控不当导致,需从源头逐项整改,有效减少毛刺问题。
首先优化砂型制作与合模工艺。砂型分型面紧实度不足、砂粒松散,是产生毛刺的核心原因。制砂时严格控制型砂配比,提升砂型紧实度,避免局部疏松;合模前清理分型面浮砂、杂物,确保上下砂箱贴合严密,减少缝隙间隙。同时合理设置锁箱结构,加固砂箱锁紧力度,防止浇注时胀箱跑料。
其次调整熔炼与浇注参数。铝液温度过高,流动性过强,易渗入砂型缝隙形成毛刺。需严格把控铝液浇注温度,避免超温熔炼;放缓浇注速度,平稳控流,减少金属液冲击砂型造成的开裂、涨缝。还要做好排气设计,避免型腔气压过大撑开分型面,引发大面积飞边。
然后改良模具与造型细节。造型时修整分型面边角,打磨平整过渡区域;模具边角、活块配合处做好密封处理,减小装配间隙。针对易产生毛刺的边角位置,可增加压条、挡砂结构,阻挡铝液外溢。
加强后期管控与修整。规范操作流程,减少搬运、合模时砂型磕碰破损;生产后统一打磨处理,搭配打磨工具去除多余毛刺。长期生产中定期检修造型工装,及时更换老化砂料,稳定生产工艺,从根本降低翻砂铝件毛刺缺陷,提升
翻砂铝铸件外观与加工效率。