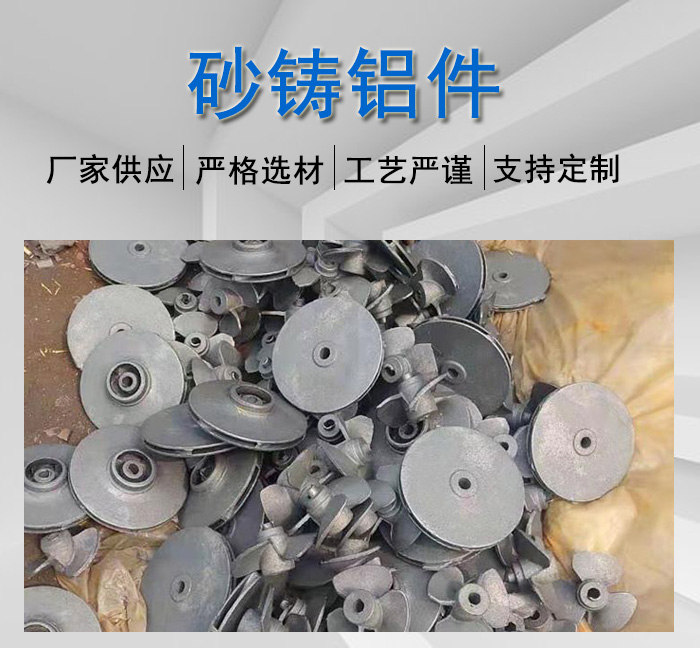
前面简单说了一下砂铸铝件的在生产过程中出现的问题,稍后我会为大家具体分享一下砂铸铝件在浇注过程中容易出现的问题有哪些,大家定要认真看完哦!
砂铸铝件加工是一种利用高压强制将金属溶液压入形状复杂的金属模内的一种制造法。从市场上的各类工具以及制品,可以很容易的看出,现在民众普遍使用的许多工具都是由压铸而成的压铸件,而压铸铝是其中的一类。
砂铸铝件存在疏松多孔的金属结构,在电镀过程中,严格工艺要求:
1、各道工序的清洗要全部,防止残留在孔隙中的溶液影响下道工序。
2、压铸铝实际表面积比计算的表面积大许多倍,电镀时冲击电流密度比一般零件高3倍左右,预镀的时间也比一般零件长一些。
3、预镀铜时,零件连挂具一起要经常摇动一下,以保镀层颜色的均匀一致,防止镀银时产生花斑现象影响镀层外观质量。
4、镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度。
5、镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间稍长一点,以防产生霉点。
砂铸铝件在浇筑过程中需要注意的几点先说这么多,砂铸铝件是
铝铸件的一种,东凤厂家是生产率逐渐的实体厂家,对于铝铸件的生产,我们拥有丰富的经验来设计生产,如有需求的话,来公司细谈交流吧。